
Production-Oriented Tooling Engineering
Our injection mold tooling solutions are engineered for stable molding performance, efficient cycle times, and long-term manufacturing consistency. From mold structure optimization to cooling and gating design, we focus on building tooling that supports reliable production and repeatable part quality.
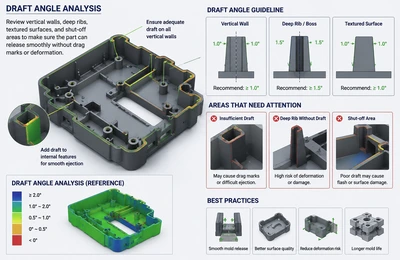
Review vertical walls, deep ribs, textured surfaces, and shut-off areas to make sure the part can release smoothly without drag marks or deformation.

Identify external and internal undercuts, then evaluate whether sliders, lifters, inserts, or part design changes can reduce mold complexity and cost.
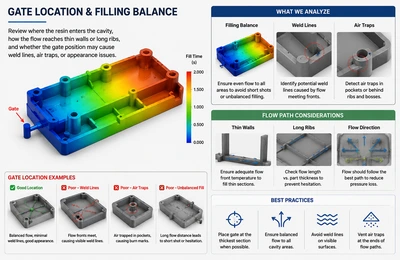
Review where the resin enters the cavity, how the flow reaches thin walls or long ribs, and whether the gate position may cause weld lines, air traps, or appearance issues.
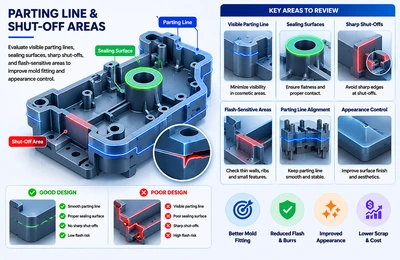
Evaluate visible parting lines, sealing surfaces, sharp shut-offs, and flash-sensitive areas to improve mold fitting and appearance control.
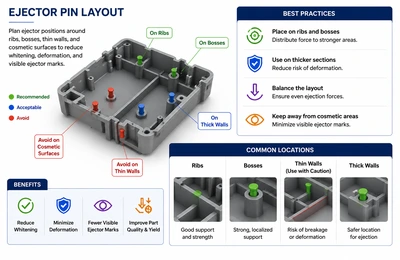
Plan ejector positions around ribs, bosses, thin walls, and cosmetic surfaces to reduce whitening, deformation, and visible ejector marks.

Review material shrinkage, uneven wall sections, long flat areas, and asymmetric structures that may affect final dimensions after cooling.
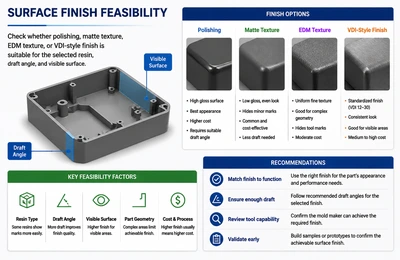
Check whether polishing, matte texture, EDM texture, or VDI-style finish is suitable for the selected resin, draft angle, and visible surface.
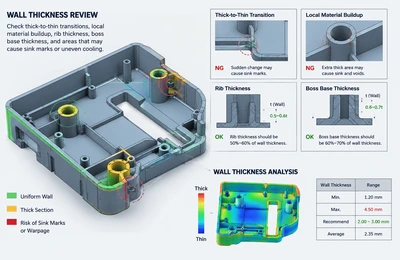
Check thick-to-thin transitions, local material buildup, rib thickness, boss base thickness, and areas that may cause sink marks or uneven cooling.
Injection Mold Tooling Capabilities
We provide custom injection mold tooling for different production volumes, mold structures, and manufacturing requirements — from prototype tooling to long-term production molds.
Prototype & Low-Volume Tooling
Cost-effective tooling solutions for pilot runs, bridge production, and low-volume manufacturing(100 – 10,000 parts). Typically built with aluminum or pre-hardened steel to shorten lead times and reduce tooling investment.
- Fast lead times
- Lower tooling cost
- Suitable for pilot production
- Ideal for low-volume projects

Prototype Aluminum Toolin

Production Steel Tooling
Production Steel Tooling
Production-ready molds engineered with durable tool steels such as P20, H13, and S136 for stable medium-to-high volume manufacturing(100,000+ cycles) and longer mold life.
- Long mold lifespan
- Stable production quality
- Better wear resistance
- Suitable for mass production
Common Injection Mold Tooling Types
| Tooling Type | Application |
|---|---|
| Single-Cavity Mold | Larger parts or lower production volumes |
| Multi-Cavity Mold | Higher output and lower per-part cost |
| Family Mold | Multiple related components in one mold |
| Insert Molding | Plastic parts with metal inserts |
| Overmolding | Multi-material or soft-touch parts |
| Hot Runner Mold | Reduced material waste and faster cycles |

Multi-Cavity Mold Configuration
Mold Material Options for Different Production Requirements
Different mold materials are selected based on production volume, resin type, surface finish requirements, and expected mold lifespan. Choosing the right tooling material helps balance manufacturing cost, machining efficiency, durability, and long-term production stability.
| Mold Material | Typical Use | Production Volume | Key Advantages |
|---|---|---|---|
| Aluminum 7075 | Prototype tooling, low-volume runs | 100–10,000 shots | Fast machining, lower upfront cost, and good heat dissipation |
| P20 / Pre-hardened Steel | Low-to-medium volume production | 10,000–100,000 shots | Balanced cost, durability, machinability, and dimensional stability |
| H13 / Hardened Steel | High-volume or abrasive resin applications | 100,000–500,000+ shots | High hardness, strong wear resistance, and longer mold life |
| S136 / Stainless Steel | Clear parts, medical parts, or corrosive materials | 100,000–1,000,000+ shots | Excellent polishability, corrosion resistance, and stable surface quality |
| NAK80 | High surface finish plastic parts | 50,000–300,000+ shots | Good polishability, dimensional stability, and fine surface detail |

Core, cavity, inserts, sliders, lifters, and mold plates are machined and fitted according to part tolerance, assembly requirements, and production stability needs.

We support common mold surface finishes such as polishing, matte texture, EDM texture, and SPI-style finish requirements based on part appearance and functional needs.

Before production, the mold is checked through assembly fitting, cavity review, T1 sampling, dimensional inspection, and necessary mold adjustments.
Mold Maintenance & Tooling Support
Proper mold maintenance directly affects tooling lifespan, molding consistency, and long-term production stability. During repeated production runs, routine inspection, cleaning, fitting checks, and tooling maintenance help reduce unexpected downtime and maintain stable molding performance.
Inside Our Tooling & Injection Molding Facility
Advanced equipment, skilled technicians, and strict quality control ensure high-precision tooling and consistent molded parts.

CNC Machining

EDM Machining

Mold Assembly

Mold Trial

Quality Inspection

T1 Sampling
Injection Mold Tooling FAQ

