
Plastic Injection Molding Manufacturer and Supplier from China
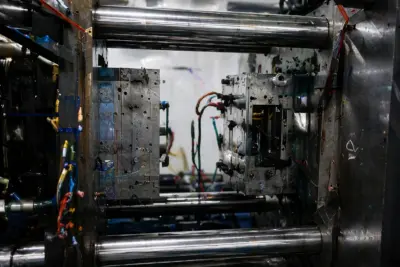
At Holly, we specialize in high-precision plastic injection molding, providing cost-effective, reliable, and scalable manufacturing solutions for industries such as automotive, medical, electronics, and consumer goods. Whether you need rapid prototyping or high-volume production, our state-of-the-art injection molding technology ensures superior quality and consistency in every part.
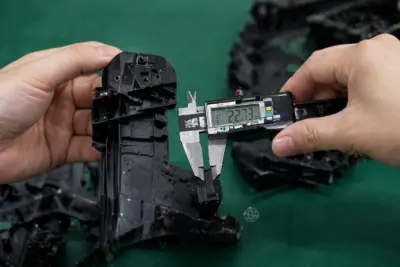
With a robust network of trusted suppliers and an ISO-certified production process, we offer a full range of services, including custom mold design, over-molding, insert molding, multi-cavity molding, and secondary finishing. Our commitment to precision engineering and strict quality control guarantees durable, high-performance plastic components that meet global standards.
Partner with Holly for efficient lead times, competitive pricing, and tailored injection molding solutions to bring your product vision to life.
Explore our Plastic Injection Molding Products
Holly offers a wide range of plastic injection molded products, catering to various industries and applications. Our product categories include automotive components, medical devices, consumer electronics casings, industrial enclosures, household appliance parts, and custom precision parts. Whether for high-strength structural applications, heat-resistant components, or intricate micro-molded parts, we provide tailored solutions with high-quality materials and precision engineering. No matter the complexity or performance requirements, we deliver reliable, cost-effective plastic injection molding solutions to meet your needs.






Explore More Injection Molding Solutions
From tooling development to specialized molding processes, explore injection molding solutions designed for different production volumes,
part requirements, and manufacturing challenges.
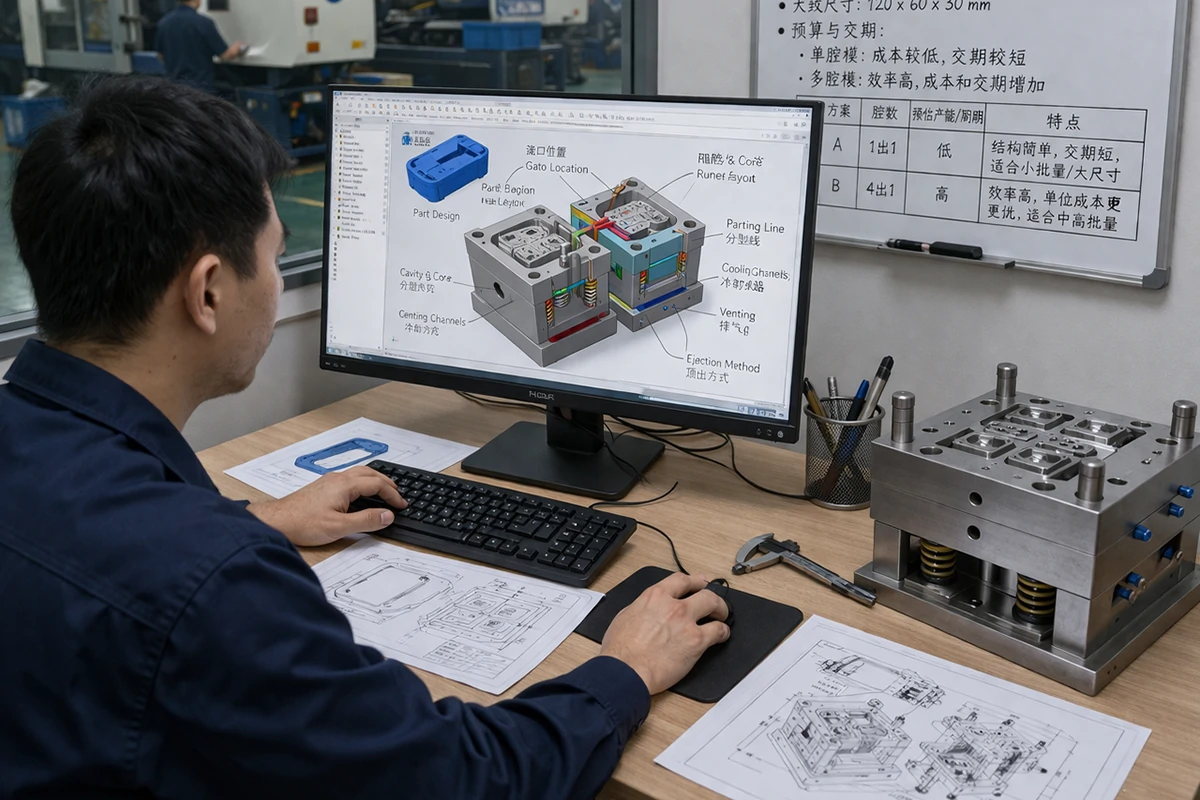
Identify manufacturability risks before tooling; Optimize part geometry, wall thickness, and draft angles
Recommend the right tooling approach based on volume and complexity; Balance mold cost, lead time, and expected mold life

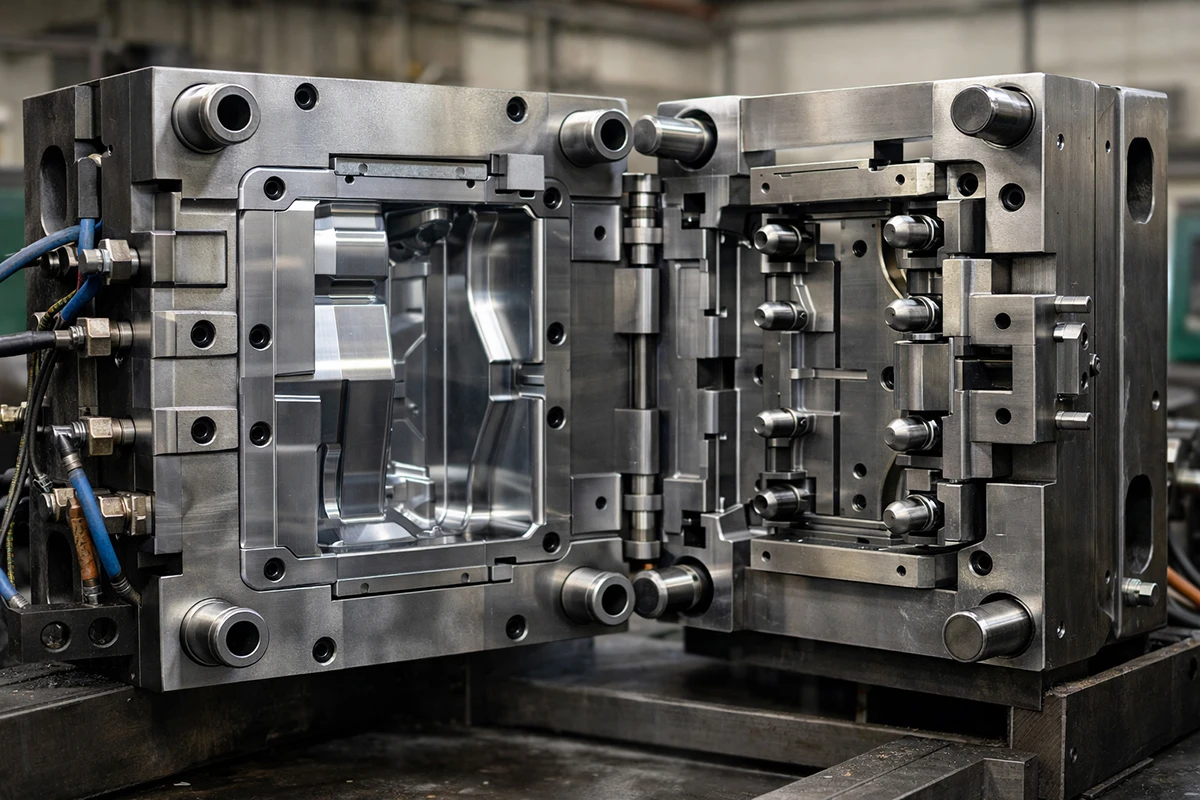
Support trial runs and tooling adjustments before release; Ensure a smooth transition from validation to stable production
Plastic injection Molding Capabilities
Our injection molding capabilities are built for custom plastic parts from prototype sampling to mass production, combining flexible tooling, scalable capacity, and dependable quality control.
| Capability | Details |
|---|---|
| Lead Time | T1 samples as fast as 5–7 business days; production typically 2–4 weeks |
| Production Volume | 50–500 (validation) 500–10,000 (low volume) 10,000+ (mass production) |
| Machines & Tonnage | 80–1,000 ton injection molding machines |
| Part Size | Up to 650 × 550 × 300 mm (L × W × Depth) |
| Part Weight | 1–3,500 g (0.04–123 oz) |
All projects are reviewed based on part geometry, material requirements, tooling configuration, and production goals to ensure manufacturability, process stability, and long-term production reliability.


Plastic Materials Available
We support a wide range of commercially available thermoplastic materials for injection molding, covering general-purpose plastics, engineering plastics, and high-performance materials for different application requirements.
- PP (Polypropylene)
- PE (Polyethylene)
- PS (Polystyrene)
- ABS
- PC (Polycarbonate)
- PA (Nylon)
- POM (Acetal)
- PET
- PMMA (Acrylic)
- TPE
- TPU
- PEEK
- PPS
- LCP
Secondary Operations & Finishing Options
We offer a range of secondary operations and finishing options to support complete, production-ready plastic parts with improved functionality and surface quality.
| Finish | Description |
|---|---|
| Surface Texture (SPI / VDI / MT) | Controls surface appearance, gloss, and tactile feel |
| Painting & Coating | Improves color, protection, and finished appearance |
| Printing (Silk Screen / Pad Printing) | Adds logos, symbols, labels, and product information |
| Laser Engraving / Marking | Provides permanent marking for branding and identification |
| Insert Installation & Heat Staking | Secures metal inserts and supports post-molding assembly |
| IML / IMD | Integrates decoration into the molded part for durable visual results |
| Assembly | Supports sub-assembly or final product assembly |
| Packaging | Provides custom packaging and labeling for shipment or presentation |













Plastic Injection Molding Manufacturer FAQ

