
Vacuum Casting Company from China
Holly specializes in precision vacuum casting, providing rapid prototyping and small-batch production solutions for industries such as automotive, electronics, medical, and industrial equipment. Our advanced process ensures high-quality parts with fine details and smooth surface finishes.
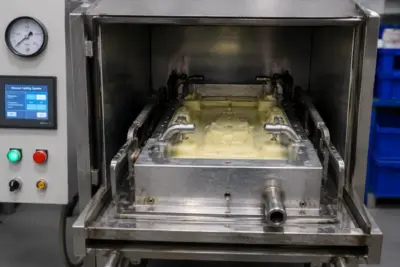
We start by creating a master model using CNC machining or 3D printing, which can be completed in as fast as one day. After tolerance checks and approval, our team produces a high-precision silicone mold within 3-4 days. The vacuum casting process takes another 2-3 days, allowing us to deliver your final parts within 7-14 days.
Holly offers a wide range of materials, from rigid plastics to flexible rubber-like resins, and can produce parts ranging from small components to 2-meter-long automotive bumpers. We use only the highest quality resins from top international brands, ensuring excellent durability and performance.
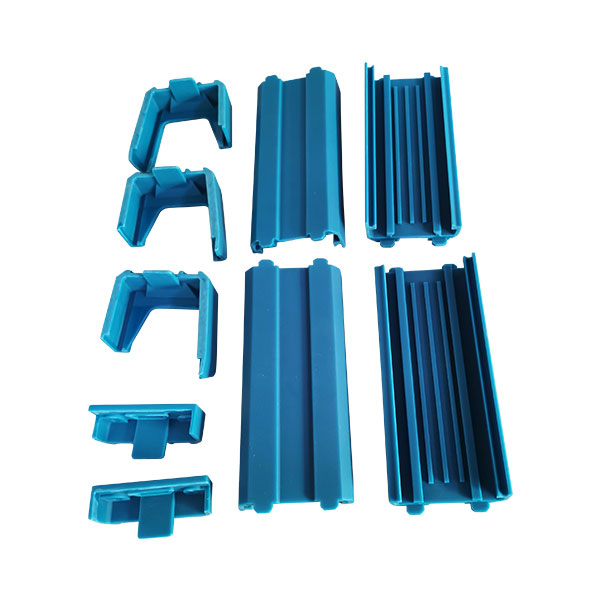
Explore Vacuum Casting Parts We Manufactured
Holly specializes in Vacuum Casting solutions, delivering high-quality prototypes and low-volume production for various industries. Our product categories include automotive parts, medical device housings, consumer electronics prototypes, industrial enclosures, and custom precision components. With superior surface finish, high accuracy, and material versatility, our vacuum-cast products meet stringent design and performance requirements, ensuring cost-effective and rapid production for your business needs.







Vacuum Casting Engineering & Production Support
We support the key steps that affect vacuum cast part quality, from master model preparation to silicone mold making, material selection, and small-batch replication. Our team helps you achieve prototype parts that closely match final production intent in appearance, function, and feel.

Prepare precise master patterns with the right surface finish, texture, and detail for silicone mold replication.

Select PU resins to simulate ABS, PP, rubber-like, transparent, or heat-resistant materials, with color and finish options.

Control mold life, casting consistency, shrinkage, and appearance for prototypes, samples, and pilot runs.
Vacuum Casting Capabilities
Our vacuum casting capabilities focus on fast silicone mold production, production-like material simulation, and consistent small-batch replication for prototype validation, market samples, and pilot production.
| Capability | Details |
|---|---|
| Casting Type | Silicone Mold Vacuum Casting |
| Production Volume | 1 – 1000+ parts (Low-volume production & Prototyping) |
| Lead Time | Mold Fabrication: 3-7 Days; Production: 5-10 Days |
| Part Size | Part Size Range: 10mm – 1000mm |
| Tolerance Accuracy | ±0.05mm – ±0.2mm (Depending on part complexity) |
| Mold Life | 20 – 50 Castings per Silicone Mold |
All vacuum casting projects are reviewed based on part geometry, material simulation needs, mold life, surface finish, and production quantity to ensure stable replication, reliable appearance, and functional prototype performance.


Vacuum Casting Materials Available
We support a wide range of polyurethane casting materials for vacuum casting, helping simulate the look, feel, and performance of common production plastics for prototypes, market samples, and low-volume parts.
- PU-like ABS
- PU-like PP
- PU-like PC
- PU-like PMMA
- PU-like POM
- PU-like TPU
- PU-like Rubber
- PU-like Silicone
- Transparent PU (PC-like)
- Transparent PU (PMMA-like)
- High-Temp PU
- Flame-Retardant PU
- Chemical-Resistant PU
- UV-Resistant PU
- Color-Matched / Painted PU
Vacuum Casting Finishing Options
We offer a range of finishing options for vacuum cast parts to improve appearance, surface feel, transparency, and product presentation for prototypes, samples, and low-volume production.
| Finish | Description |
|---|---|
| Painting & Coating | Improves color, gloss, protection, and final appearance |
| Polishing | Improves smoothness and transparency for clear parts |
| Sandblasting | Creates matte or frosted texture with reduced glare |
| Surface Texturing | Adds grip, tactile feel, or visual texture |
| Tinting | Adds color while keeping transparency |
| UV Coating | Improves UV resistance, wear resistance, and gloss |
| Screen Printing | Adds logos, symbols, labels, or product information |
| Laser Marking / Etching | Provides permanent branding or identification marks |
| Plating / Metal Coating | Creates metallic appearance for selected applications |
| Hot Stamping | Adds metallic branding or decorative effects |














Vacuum Casting Services FAQ

