
Professional 3D Printing Manufacturer from China
Holly provides high-precision 3D printing services for sectors such as automotive, electronics, medical, and industrial equipment. We use advanced FDM, SLA, SLS, and SLM technology and offer more than 75 materials to create functional and saleable products. Our equipment achieves tolerances of ±0.1-0.2 mm, with a product defect rate of less than 0.03% over the past five years. We also provide free mold design analysis and part optimization before mold processing for production efficiency and quality assurance.
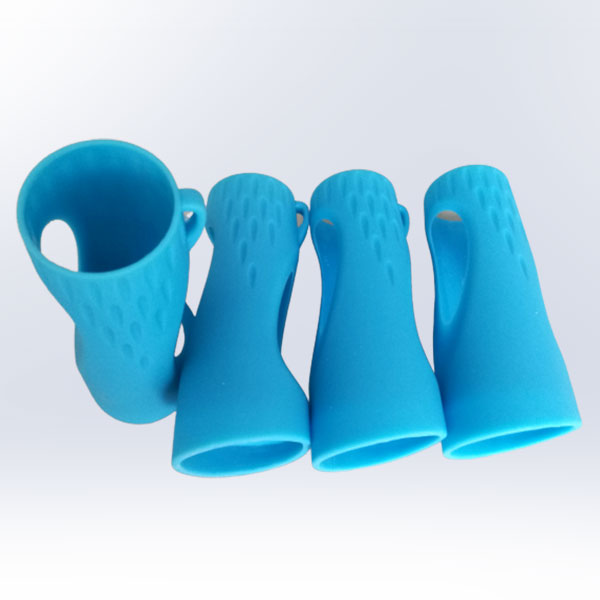
Our 3D printing service supports a wide range of materials including plastics, metals, and elastomers in order to produce your 3D model into high-performance components. We have also various options for post-processing to enhance the surface finish as well as the mechanical properties.
At Holly, we are dedicated to delivering low-cost, high-performance 3D printing solutions with fast lead times, ideal for both prototype creation and series production of small series. Contact us today to learn more about our fast and trustworthy 3D printing service!
Explore Our 3D Printing Technologies
Holly offers different 3D printing technologies for end-use production and prototyping. We offer FDM, SLA, SLS, and SLM services that support high-accuracy printing of elastomer, metal, and plastic components with ±0.1-0.2mm tolerance. With post-processing treatments of different types, rapid prototyping, and small-series production, we offer superb aesthetics and mechanical performance. Holly aims to deliver efficient and trustworthy 3D printing services to help customers reach high-quality manufacturing in industries.

Metal 3D Printing
Direct Metal Laser Sintering (DMLS) uses a fibre laser system that draws atomized metal powder to the surface and welds the powder into fully dense metal parts.

Stereolithography (SLA)
Stereolithography (SLA) uses an ultraviolet laser to form thousands of thin layers on the surface of a liquid thermoset resin until the final part is formed.

Selective Laser Sintering (SLS)
Selective Laser Sintering (SLS) uses a CO2 laser to fuse nylon-based powders, layer by layer until the final thermoplastic part is built.
Multi Jet Fusion (MJF)
Multi Jet Fusion selectively fuses and refines fusing and refining agents onto a bed of nylon powder and subsequently employs a heater to sinter together the nylon powder to form a solid functional part.
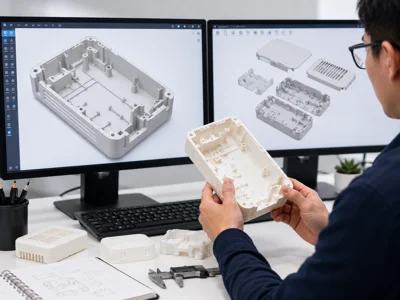
Engineering Support for 3D Printing Projects
We help turn your 3D models into printable, functional, and production-ready parts.
From file checking and material advice to prototype validation and small-batch production, our team provides practical support to reduce printing risks and improve final part quality.
Review STL/STEP files, check wall thickness, small details, hollow structures, assembly gaps, and areas that may fail during printing.

Help select suitable 3D printing technologies and materials based on strength, flexibility, heat resistance, surface finish, accuracy, and application needs.
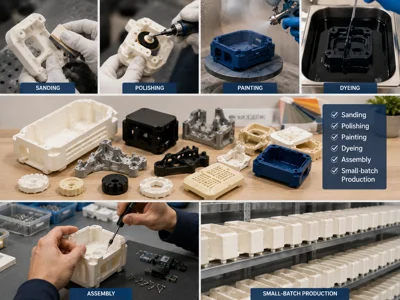
Support sanding, polishing, painting, dyeing, assembly, and small-batch production to make printed parts ready for testing, display, or end-use.
3D Printing Capabilities
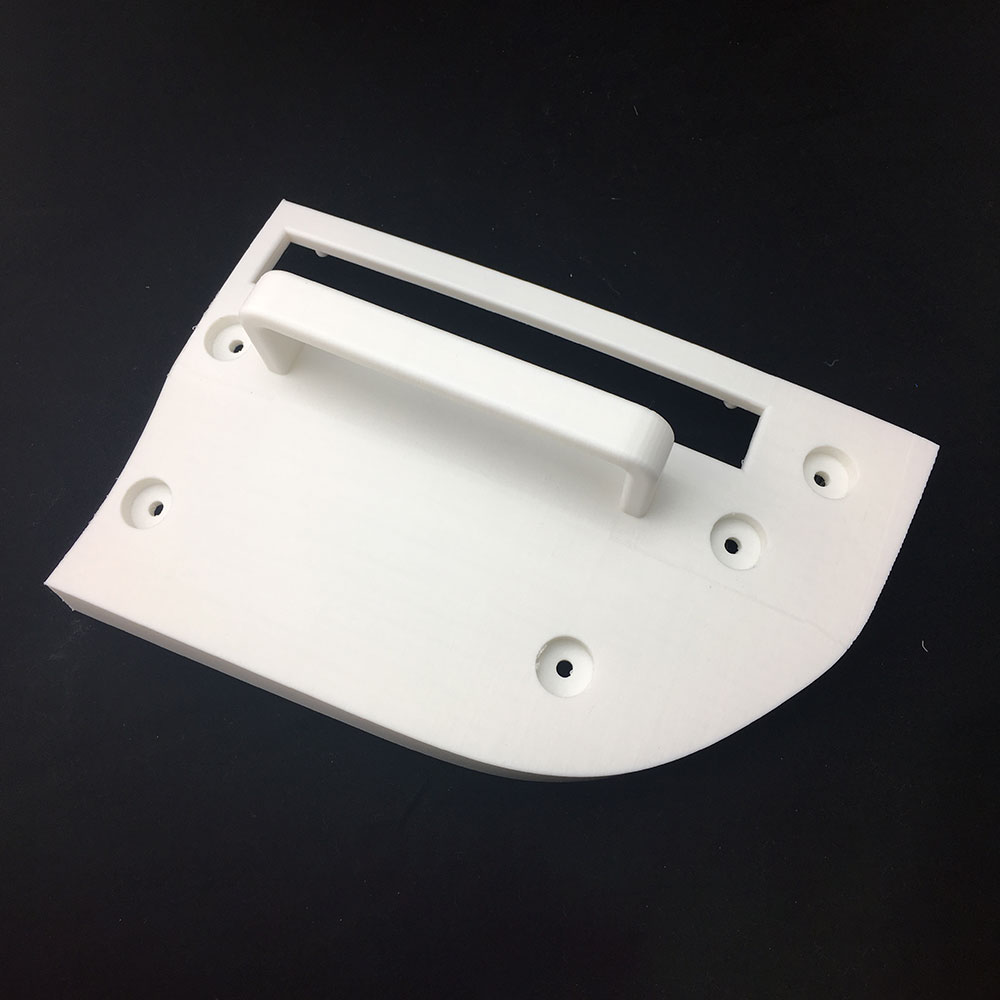
Our 3D printing capabilities support rapid prototyping, functional testing, and low-volume production for custom plastic parts, combining flexible manufacturing, engineering support, and scalable production capacity.
| Capability | Details |
|---|---|
| Printing Technologies | FDM, SLA, SLS, MJF |
| Lead Time | Prototyping: 2-5 Days; Small-Batch Production: 5-10 Days |
| Part Size Range | Small precision parts to large-format components up to 1000 mm |
| Dimensional Accuracy | Review STL/STEP files, wall thickness, small features, assembly gaps, and potential printing risks |
| File Review & Printability | Review STL/STEP files, wall thickness, small features, assembly gaps, and potential printing risks |
| Design Optimization Support | Suggestions for part orientation, support structure, hollowing, drainage holes, and print stability |
| Functional Testing | Support parts for assembly checks, structural verification, ergonomics evaluation, and product testing |
Each project is reviewed according to part geometry, printing process, accuracy requirements, and end-use application to ensure better printability, stable results, and reliable part performance.


3D Printing Materials Available
Our material options cover commonly used plastics, metals, and specialty materials for different 3D printing applications. From concept models to functional prototypes and end-use parts, we help select suitable materials based on strength, flexibility, heat resistance, surface quality, and production requirements.
• ABS
• PLA
• PETG
• Nylon (PA12)
• PC (Polycarbonate)
• Carbon Fiber Nylon
• Glass Fiber Nylon
• ASA
• Stainless Steel
• Aluminum
• Titanium
• Copper Alloy
• TPU
• TPE
• Flexible Resin
• High-Temp Resin
3D Printing Finishing Options
Post-processing options are available to improve surface finish, visual appearance, durability, and overall part quality for different 3D printing applications and materials.
| Finish | Description |
|---|---|
| Sanding | Smooths surface roughness and improves surface consistency |
| Polishing | Reduces layer lines and creates a cleaner surface finish |
| Bead Blasting | Creates a uniform matte texture for SLS and metal parts |
| Painting & Coating | Improves appearance, color consistency, and surface protection |
| Electroplating | Applies a metallic coating for decorative or functional purposes |
| Vapor Smoothing | Creates a smoother and glossier surface for ABS and similar plastics |
| Dyeing | Adds uniform coloration for nylon and SLS printed parts |
| Anodizing | Improves corrosion resistance and surface appearance for aluminum parts |
| Heat Treatment | Enhances strength and durability for metal printed parts |




















3D Printing Service FAQ

