
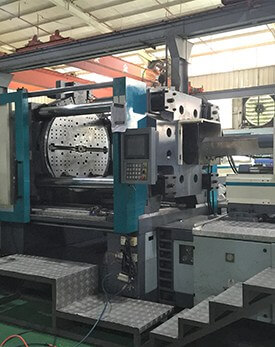
China Insert Injection Molding Manufacturer and Supplier
Holly offers high-quality Insert Injection Molding services for a variety of industries, including automotive, electronics, medical, and industrial applications. Our advanced injection molding technology ensures precision and reliability, allowing us to produce parts with intricate designs and tight tolerances.
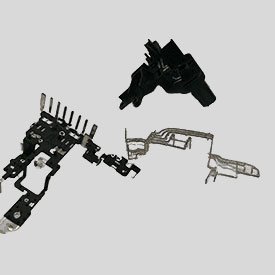
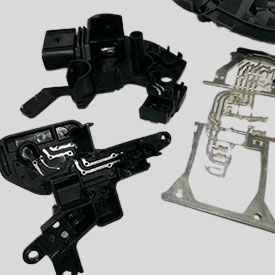
We work with a wide range of materials, including ABS, POM, PP, PA, and more, and can integrate metal inserts to enhance part strength and functionality. Our team is experienced in handling both small-scale prototypes and large-volume production runs, ensuring efficient and cost-effective solutions.
At Holly, we prioritize customer satisfaction through ISO-certified processes and strict quality control measures. We are committed to providing durable, high-performance parts, delivered on time and within budget. Contact us today to learn how our Insert Injection Molding services can meet your specific needs.
Explore our insert injection molding mold
We specialize in insert molding, providing high strength, lightweight and cost-effective solutions. Our mold categories include single-cavity molds, multi-cavity molds, family molds and custom insert molds. This advanced process is suitable for automotive parts, large structural parts, furniture frames, industrial housings and household appliance housings. By precisely controlling the insertion process, we improve the structural integrity of our products, ensuring high quality and durability to meet the individual needs of our customers.




Insert Injection Molding Capabilities









Material of Insert Injection Molding Available
| ABS
ABS is a versatile and cost-effective thermoplastic widely used in injection molding. Known for its strength, impact resistance, and heat stability, it is ideal for automotive, consumer electronics, and industrial applications. ABS offers excellent mechanical properties, and easy processing, and can be modified with additives for enhanced flame retardancy or UV resistance. It supports various surface finishes, including painting and plating, making it suitable for both functional and aesthetic components.
|
 |
| PP
PP (Polypropylene) is an excellent material for Insert Injection Molding due to its low density, chemical resistance, and durability. It provides strong adhesion to metal inserts and is well-suited for high-volume production. PP is commonly used in automotive, medical, and consumer goods industries. For instance, car interior components like door panels and medical device housings often use PP, as it is lightweight, cost-effective, and resistant to wear and chemicals.
|
|
| PA
PA (Polyamide/Nylon) is ideal for Insert Injection Molding due to its excellent mechanical strength, wear resistance, and high-temperature stability. It provides strong bonding with metal inserts and is suitable for demanding applications. PA is widely used in automotive and industrial components. For example, engine parts, gears, and electrical connectors often use PA for its durability, wear resistance, and ability to withstand harsh environments.
|
|
| POM
POM (Polyoxymethylene) is well-suited for Insert Injection Molding due to its high stiffness, low friction, and excellent dimensional stability. It offers strong adhesion with metal inserts and is ideal for precision applications. POM is commonly used in automotive and industrial components. For example, it is used in precision gears, bearings, and mechanical parts that require high wear resistance and low friction, ensuring long-term performance in demanding environments.
|
|
| PBT
PBT (Polybutylene Terephthalate) is ideal for Insert Injection Molding due to its excellent chemical resistance, high heat stability, and low moisture absorption. It provides strong adhesion to metal inserts and is suitable for high-precision applications. PBT is commonly used in automotive and electronics industries. For example, electrical connectors, motor housings, and automotive lighting components are often made from PBT for its durability and resistance to harsh environmental conditions.
|
|
| Stainless Steel
Stainless Steel is highly suitable for Insert Injection Molding due to its superior corrosion resistance, strength, and durability. It provides excellent performance in harsh environments and bonds well with plastic materials. Stainless steel is commonly used in automotive, medical, and industrial applications. For example, it is used in components like automotive fasteners, medical device housings, and machine parts, where both strength and resistance to corrosion are critical.
|
|
| Aluminum Alloys
Aluminum Alloys are an excellent choice for Insert Injection Molding due to their lightweight, high strength, and excellent thermal conductivity. They provide strong adhesion to plastic materials, ensuring high-performance components in various applications. Aluminum alloys are widely used in automotive, electronics, and aerospace industries. For example, they are commonly used for automotive engine parts, electronic enclosures, and structural components where strength and weight reduction are critical.
|
|
| GF
GF (Glass Fiber Reinforced Plastics) are ideal for Insert Injection Molding due to their enhanced strength, rigidity, and resistance to wear. The addition of glass fibers improves the mechanical properties of plastics, making them suitable for high-load and high-performance applications. GF-reinforced plastics are commonly used in automotive, electronics, and industrial sectors. For example, they are used in automotive under-the-hood components, electrical connectors, and structural parts that require high strength and dimensional stability.
|
|
| CF
CF (Carbon Fiber Reinforced Plastics) are perfect for Insert Injection Molding due to their exceptional strength-to-weight ratio, high stiffness, and superior durability. The carbon fibers provide increased strength while maintaining a lightweight profile, making them ideal for high-performance applications. CF composites are commonly used in aerospace, automotive, and sports industries. For example, they are used in automotive structural components, drone frames, and high-end sporting goods, where both strength and low weight are crucial.
|
|
Insert Injection Molding Finishing Options
| Name | Description |
|---|---|
| SPI A1-A3 | Standard surface finish with minimal texture, providing a smooth but basic surface. |
| VDI | High-quality surface finish with various grades (e.g., VDI 3400) to achieve a smooth, glossy surface. |
| EDM Texturing | Electro-discharge machining creates intricate, precise textures for high-end parts. |
| Mirror Polishing | Glossy, mirror-like finish that enhances the aesthetic appearance of the part. |
| Custom Textures | Tailored textures like matte, soft-touch, or brushed finishes to meet specific design requirements. |
| Bead Blasting | Creates a rough, uniform finish using fine beads, ideal for matte or textured surfaces. |