
Gas Assist Injection Molding Service
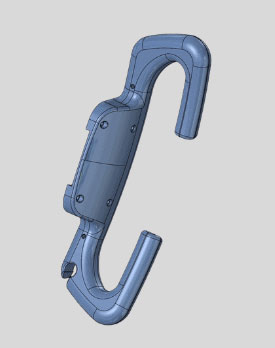
Holly specializes in Gas Assist Injection Molding, an advanced technology that reduces material usage and enhances part strength. This process uses gas to create hollow sections inside plastic parts, allowing for lighter and more durable components. Whether you’re in the automotive, electronics, or consumer goods industry, we provide efficient solutions to meet your specific design requirements.
We utilize state-of-the-art equipment and materials, ensuring precision and consistency throughout the molding process. Our experienced team is skilled in creating complex, high-quality molded parts with smooth surfaces and intricate details. From prototypes to high-volume production, we deliver fast turnaround times and cost-effective solutions without compromising on quality.
At Holly, our commitment to excellence is backed by strict quality control and adherence to global standards, including ISO certifications. With our Gas Assist Injection Molding service, you can expect superior durability, reduced cycle times, and optimized production costs. Whether you need small-batch runs or large-scale manufacturing, we offer tailored services to suit your needs. Contact us today to discuss how Holly can bring your injection molding projects to life!
Explore our Gas Assist Injection Mold
We specialize in gas-assisted injection molding, providing high strength, lightweight and cost-effective solutions. Our mold categories include single-cavity molds, multi-cavity molds, family molds and custom airway design molds. The gas-assisted injection molding process is suitable for automotive parts, large structural parts, furniture frames, industrial housings and home appliance housings. By controlling gas injection, we reduce material use, reduce distortion, and enhance structural integrity to ensure high quality and durable products that meet our customers ‘individual needs.




Gas Assist Injection Molding Capabilities










Gas Assist Injection Molding Material Available
| PP
PP is ideal for Gas Assist Injection Molding due to its excellent flowability, low density, and good chemical resistance. It is lightweight, making it perfect for producing hollow, strong, and durable parts. In automotive applications, PP is commonly used for components like bumpers, door panels, and interior parts. Its ability to form complex shapes with minimal material usage is a key benefit in this process.
|
 |
| PC
PC is highly suitable for Gas Assist Injection Molding due to its high strength, impact resistance, and transparency. The gas-assisted process helps reduce material usage while maintaining excellent structural integrity. PC is commonly used in automotive applications like headlamp lenses and exterior lighting covers, where high impact resistance and optical clarity are essential. It’s also used for durable electronic housings and medical components, offering superior toughness and heat resistance.
|
|
| PU
PU is an ideal material for Gas Assist Injection Molding due to its excellent flexibility, abrasion resistance, and high resilience. The gas-assisted process enables the creation of lightweight yet durable components with complex geometries. PU is widely used in automotive parts like bumpers, seals, and gaskets, where flexibility and impact resistance are key. It’s also used for cushioning in consumer goods and medical devices, providing high elasticity and long-lasting performance.
|
|
| PA
PA (Nylon) is ideal for Gas Assist Injection Molding due to its high strength, wear resistance, and excellent dimensional stability. The gas-assisted process helps reduce material usage while maintaining part strength and functionality. PA is widely used in automotive parts like engine covers, gears, and bearings, where high mechanical strength and wear resistance are required. It’s also commonly used in industrial components, providing durability and long service life under stress.
|
|
| PS
PS is a cost-effective material suitable for Gas Assist Injection Molding due to its good flowability and ease of molding complex shapes. The gas-assisted process allows for lightweight yet strong components with smooth surfaces. PS is commonly used in consumer electronics housings, packaging, and household products, where ease of processing and smooth finishes are crucial. Its excellent clarity also makes it ideal for transparent applications.
|
|
| ABS
ABS is a highly versatile material, perfect for Gas Assist Injection Molding due to its excellent mechanical properties, impact resistance, and ease of processing. The gas-assisted process reduces material use while ensuring high strength and lightweight parts. ABS is commonly used in automotive interior components, electronics housings, and consumer goods. Its ability to hold intricate designs and support various surface finishes makes it ideal for both functional and aesthetic applications.
|
|
Gas Assist Injection Molding Finishing Options
| Name | Description |
|---|---|
| Mirror Polishing | Provides a high-gloss surface finish, ideal for products requiring high aesthetics. |
| Sandblasting | Uses fine particles to create a rough texture, increasing friction and durability. |
| Plating | Enhances surface hardness and appearance through chrome, nickel, or other coatings. |
| Texturing | Adds varied surface patterns for aesthetics and durability. Ideal for automotive and consumer products. |
| Painting | Applies a protective and decorative layer of paint, adding color and gloss. |
| EDM Texturing | Uses electrical discharge to create precise and uniform surface textures. |