
Your Trusted Partner for Rapid Prototyping Solutions
Holly specializes in custom OEM & ODM rapid prototyping, providing fast and precise injection molding solutions for industries such as automotive, electronics, medical, and consumer goods. Our advanced rapid tooling and injection molding techniques allow us to transform 3D CAD designs into functional prototypes within days.
With 40+ injection machines and a team of experienced engineers, we offer flexible production from small-batch prototypes to high-volume manufacturing. Using a variety of plastics and composite materials, we ensure high-quality prototypes that meet your performance and durability needs.
Our cost-effective and efficient prototyping services help you validate designs, test functionality, and accelerate time-to-market. Partner with Holly today for reliable, high-quality rapid prototyping solutions!
Explore Our Rapid Prototyping Capacities
Holly offers comprehensive rapid prototyping solutions, ensuring fast, precise, and cost-effective production. Our capabilities include CNC machining (milling, turning, EDM), 3D printing (SLA, SLS, FDM), vacuum casting, and rapid injection molding, covering plastics and metals with ±0.05mm precision. We support functional prototypes, low-volume production, and multiple surface finishing options to meet diverse industry needs. With efficient workflows and fast turnaround times, we help accelerate product development from concept to production with high-quality, custom prototypes.














Rapid Prototyping Materials Available
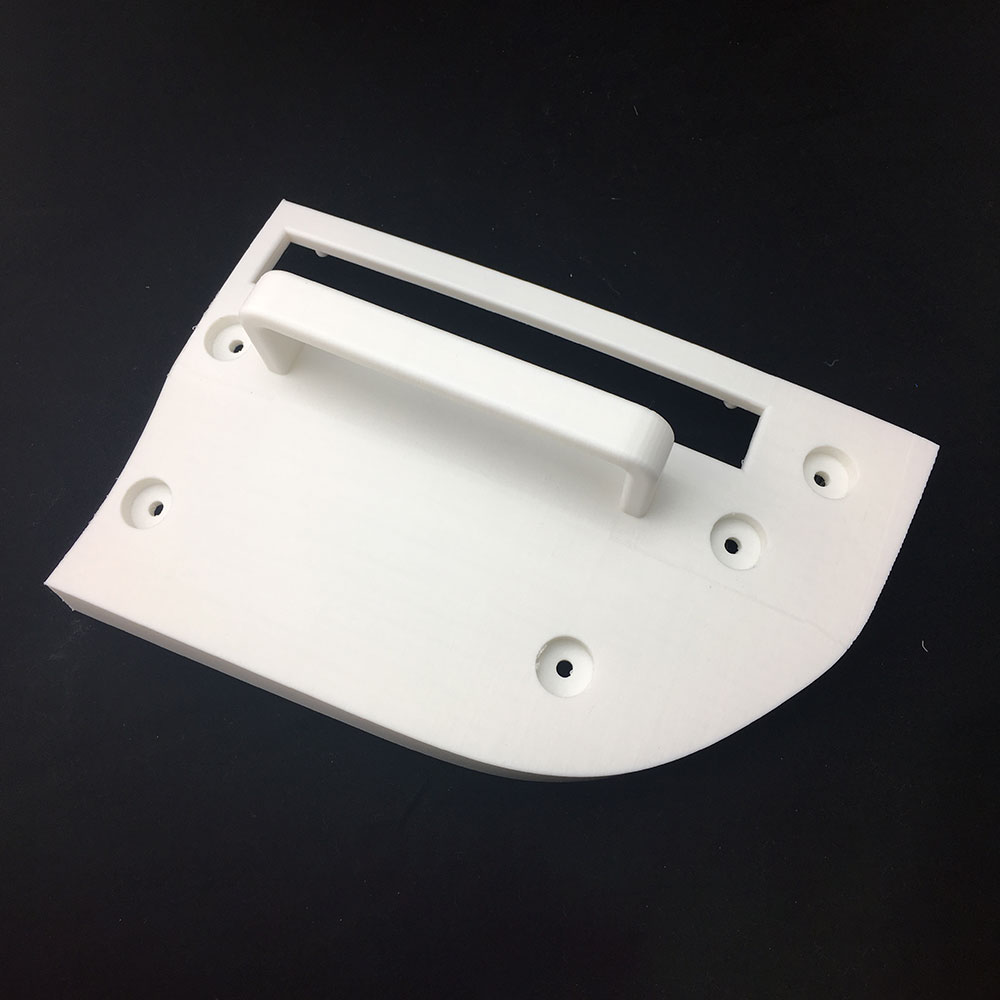
| ABS
ABS (Acrylonitrile-Butadiene-Styrene) is a popular material for rapid prototyping due to its impact resistance, durability, and ease of processing. It is ideal for creating functional prototypes that require both strength and flexibility. In Rapid Prototyping, ABS is commonly used in industries like automotive, electronics, and consumer goods. For example, ABS is used for making automotive dashboards, electronic device housings, and appliance components, providing a high-strength and cost-effective solution for prototype testing and product development.
|
 |
| PLA
PLA (Polylactic Acid) is an excellent material for rapid prototyping due to its easy printability, low warping, and eco-friendly properties. It’s ideal for creating non-functional prototypes, mock-ups, and aesthetic models. In Rapid Prototyping, PLA is widely used in consumer products, architecture, and design prototypes. For example, it’s often used for visual models, concept prototypes, and 3D-printed models in product design due to its smooth finish and fast production time.
|
|
| Nylon
Nylon is ideal for rapid prototyping due to its high strength, flexibility, and abrasion resistance. It’s excellent for producing functional prototypes that require durability and flexibility. In Rapid Prototyping, Nylon is widely used in industries such as automotive, aerospace, and consumer products. For example, it’s commonly used for gears, housing components, and snap-fit parts, offering great wear resistance and the ability to withstand mechanical stress during testing.
|
|
| PE
Polyethylene (PE) is well-suited for rapid prototyping due to its low cost, chemical resistance, and flexibility. It is ideal for creating functional prototypes and low-stress parts that require durability and ease of processing. In Rapid Prototyping, PE is commonly used in packaging, consumer goods, and medical devices. For example, it’s often used for bottles, piping systems, and protective covers, providing reliable, cost-effective prototypes for testing and development.
|
|
| PC
Polycarbonate (PC) is an ideal material for rapid prototyping due to its high impact resistance, optical clarity, and heat tolerance. It is perfect for creating durable, transparent, or high-strength parts. In Rapid Prototyping, PC is commonly used in electronics, automotive, and medical industries. For example, it’s often used for transparent enclosures, lens covers, and protective shields, providing a robust and functional prototype with excellent clarity and strength.
|
|
| Aluminum
Aluminum is ideal for rapid prototyping due to its lightweight, high strength, and excellent machinability. It’s perfect for creating durable, complex parts that require precision and strength. In Rapid Prototyping, Aluminum is widely used in aerospace, automotive, and electronics industries. For example, it’s used for engine components, heat sinks, and housing enclosures, providing prototypes that can withstand stress and offer accurate performance testing.
|
|
| Stainless steel
Stainless steel is perfect for rapid prototyping due to its high strength, corrosion resistance, and durability. It’s ideal for creating functional prototypes that need to endure harsh conditions and maintain performance over time. In Rapid Prototyping, Stainless steel is commonly used in aerospace, medical devices, and industrial machinery. For example, it’s used for surgical tools, valves, and structural components, providing robust prototypes that closely mimic final production parts.
|
|
| Titanium alloys
Titanium alloys are ideal for rapid prototyping due to their exceptional strength-to-weight ratio, corrosion resistance, and high heat tolerance. These properties make titanium alloys perfect for demanding applications where performance and durability are critical. In Rapid Prototyping, titanium alloys are widely used in aerospace, medical, and automotive industries. For example, they are used for aircraft components, implants, and high-performance engine parts, providing prototypes that simulate real-world performance under extreme conditions.
|
|
| Resin
Resin is ideal for rapid prototyping due to its high precision, smooth surface finish, and ability to create complex geometries. It is commonly used in SLA (Stereolithography) and DLP (Digital Light Processing) 3D printing. Resin is perfect for creating detailed models, concept prototypes, and visual parts. For example, it’s widely used in jewelry design, consumer electronics, and medical models for its fine detail and smooth finish.
|
|
| CFRP
Carbon Fiber Reinforced Plastics (CFRP) are perfect for rapid prototyping due to their high strength, lightweight nature, and rigidity. These materials provide excellent structural integrity while maintaining low weight, ideal for demanding applications. In Rapid Prototyping, CFRP is used in aerospace, automotive, and sports equipment industries. For example, it’s used for lightweight vehicle components, drone frames, and bike parts, offering prototypes that replicate final product performance while ensuring durability and performance testing.
|
|
| Ceramics
Ceramics are ideal for rapid prototyping due to their high-temperature resistance, wear durability, and precision. These properties make ceramics suitable for applications that demand high strength and thermal stability. In Rapid Prototyping, Ceramics are commonly used in aerospace, electronics, and medical devices. For example, ceramic prototypes are used for engine components, medical implants, and electrical insulators, offering exceptional performance under extreme conditions while providing accurate, functional models for testing.
|
|
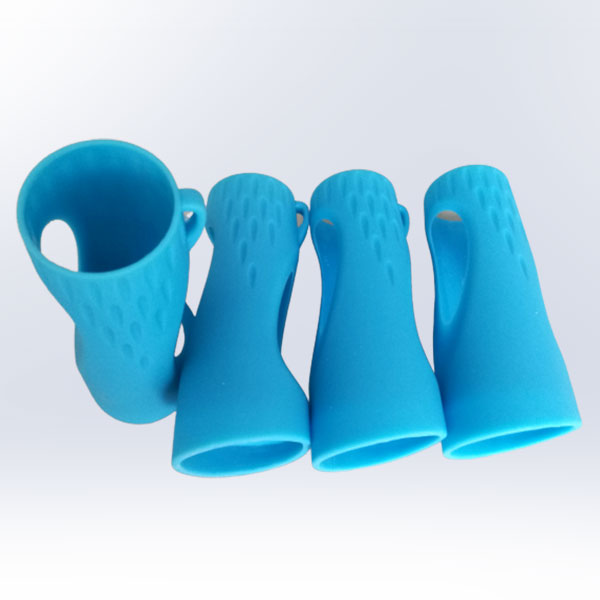
| Silicone
Silicone is ideal for rapid prototyping due to its flexibility, high-temperature resistance, and moldability. It is perfect for creating soft-touch components, gaskets, and seals. Silicone can be quickly molded into intricate shapes, making it ideal for prototypes that require elasticity or durability. It is commonly used in automotive, medical devices, and consumer goods. For example, silicone is used for silicone rubber seals, phone cases, and medical prosthetics to test form, fit, and function.
|
|
| Rubber
Rubber is well-suited for rapid prototyping due to its flexibility, durability, and impact resistance. It is ideal for producing soft-touch parts that need to withstand wear, compression, or stretching. In Rapid Prototyping, rubber is commonly used in automotive, consumer goods, and industrial applications. For example, rubber is used for gaskets, seals, and vibration dampeners, providing prototypes that simulate real-world performance under pressure and stress.
|
|
Rapid Prototyping Finishing Options
| Name | Description | Can be Applied with |
|---|---|---|

Polishing |
Polishing can eliminate the surface roughness of 3D printing and improve the appearance and texture. | Resin, plastic, and metal |
|
Sanding |
Sanding can remove layer lines and imperfections in 3D printing to achieve delicate results. | FDM and SLA printing |

Bead Blasting |
Bead blasting creates a uniform matte finish, smoothing the surface and removing roughness. | Metal and plastic parts |

Anodizing |
Anodizing increases corrosion resistance and adds color to the surface, enhancing durability. | Aluminum parts |

Coating |
Coating adds a layer of protection, enhancing wear resistance, corrosion protection, or aesthetic appeal. | Plastic, metal, and ceramic parts |
|
Plating |
Plating adds a thin metallic layer on the surface for better appearance and corrosion protection. | Metal parts |
| Painting | Painting provides a colored or protective layer to the surface, enhancing appearance and durability. | Metal, plastic, and ceramic parts |
| Laser Etching | Laser etching uses a laser to engrave patterns or text onto the surface for fine details. | Metal, plastic, and ceramics |
| Heat Treatment | Heat treatment improves material strength, hardness, and heat resistance. | Metal parts |
| Varnishing | Varnishing applies a protective and glossy coating to the surface for improved durability and appearance. | Wood, plastic, and metal |
| Inkjet Printing | Inkjet printing adds detailed text, patterns, or logos to the surface. | Plastic, metal, and ceramics |
| Deburring | Deburring removes sharp edges or excess material from parts to create smoother surfaces. | Metal and plastic parts |
| Water Transfer Printing | Water transfer printing adds complex patterns or designs to the surface, often for decorative purposes. | Plastic, metal, and automotive parts |
