Overmolding is a unique injection molding process which is a two-stage process by which a molded plastic part (called the substrate) is placed into another mold, and different material is molded on top of the original part. A prime example of an over-molded part would be the handle of a battery drill (shown below right).

The colored part is a hard thermoplastic such as ABS or polycarbonate, and the black material is an elastomeric material that has been molded over the top of it. The elastomeric material is softer than the substrate material and gives the user a nice grip feel.
If this was to be done without overmolding, the softer part would have to be made separately and glued onto the harder plastic handle. The adhesion would be an additional step in the manufacturing process and there is a risk it may not stick together.
1. Benefits of Overmolding
When plastic injection molding manufacturers want to add a soft touch appearance to their products, or improve grip or “feel”, and provide a stylish appearance, they will use overmolding technology. Besides, over-molding also has the following benefits:
#1 Eliminate fasteners and adhesives
There is no need to use any fasteners and adhesives for over-molding parts. For example, the toothbrush rubber handle is shot molded with a plastic handle, which can eliminate the need for adhesives.
#2 Improved Product Quality and Performance
Overmolding guarantees a proper alignment and rigid assembly of mating parts, so it can improve the product quality and performance.
#3 Reduce part of the cost
Without secondary operations, overmolding can reduce labour costs, time, and fasteners, it can totally reduce the overall product cost.
#4 Improve product ergonomics and user experience
Over-molding is to provide rubber grips for tools, like toothbrushes and other hand-held products. The rubber grip helps to improve the ergonomics of the product. Two-shot injection molding and co-injection molding are used to manufacture parts with multiple colours. And it can improve the aesthetics of the product.
#5 Improve design efficiency
It is feasible for complex assembly design and manufacturing of multi-material parts with overmolding. For example, the manufacture of automobile headlights uses insert or two-shot molds.
2. Overmolding Process Types
There are 3 types of over-molding processes, insert injection molding, two-shot molding, and co-injection molding.
#1 Insert Injection Molding
Insert injection molding is to create a finished part by using a prefabricated component and molten resin in a mold. It is a widely used low-cost over-molding process.
There are four different ways to insert mold plastic parts.
- Thermoplastic over a metal substrate
- Thermoplastic over a plastic substrate
- Elastomer over a plastic substrate
- Elastomer over a metal substrate
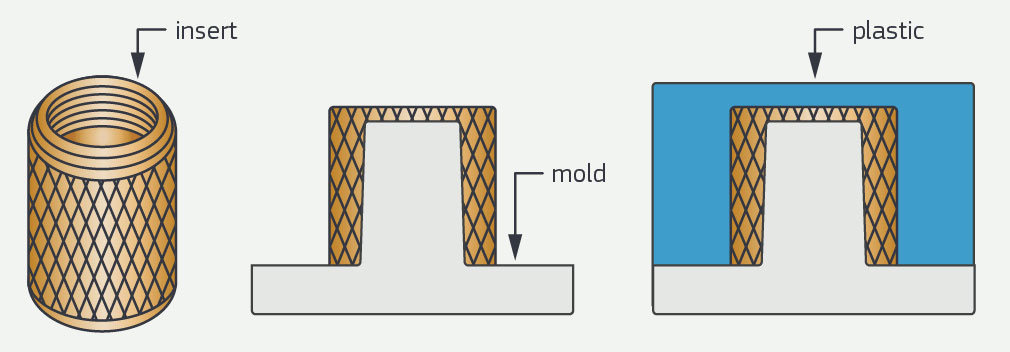
We can use a single-shot injection molding machine for insert molding. The cost of the insert mold is much lower than the cost of two-shot and co-injection molds. Here are three steps for insert molding process:
- Put the substrate in the injection mold. For example, screws are placed in injection molds.
- Inject the secondary material into the injection mold, the material usually includes thermoplastic or elastomer.
- After cooling, the part will be ejected from the injection mold.
#2 Two-shot (Multi-shot) Molding
Two-shot injection molding requires a special injection molding machine, which composed of multiple cylinders and tools rotating apart. It is also called multi-material molding or 2K injection molding.
Multiple barrels allow multiple materials to be injected into the same mold in one injection cycle. Parts manufactured by multi-shot molding can also be manufactured by insert molding and vice versa.
The advantage of multi-shot molding includes good part quality, short cycle time, and low cost. Here are two ways for two-shot molding:
- Thermoplastic over Thermoplastic Substrate.
- Elastomer over Thermoplastic Substrate.
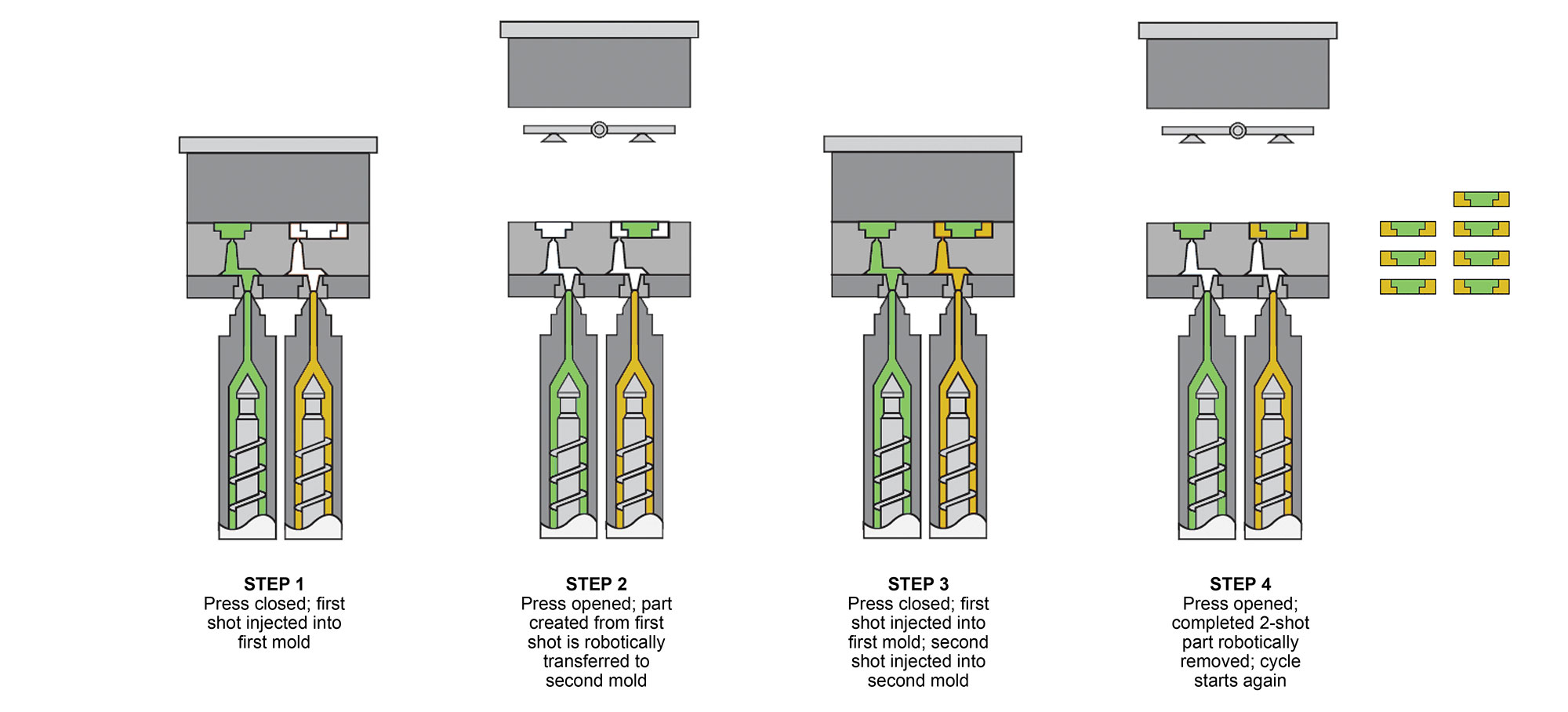
Two Shot injection molding Process
- Inject the molten plastic into the injection mold from Barrel 1.
- The molten plastic is cooled, and then the core and cavity are separated from each other.
- Rotate the injection mold and bring it into the position of the injection barrel 2.
- Close the mold, and inject molten plastic from barrel 2.
- After the material cools, the part is ejected from the injection mold.
#3 Plastic Co-Injection Molding
The co-injection molding process is to inject two different materials into one mold, it is very expensive and difficult to control. During the co-injection molding process, both materials are in a completely molten state. Therefore, a high bonding strength between materials can be achieved.
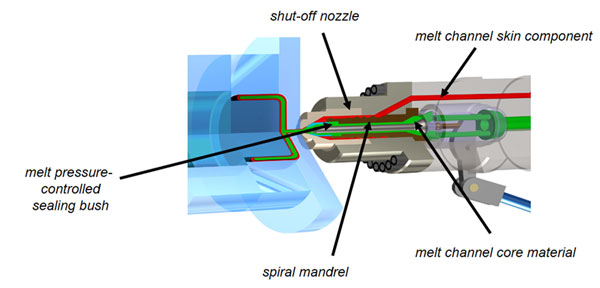
Plastic Co-Injection Molding Process:
- The outer material is partially injected into the mold.
- The core material is injected until the cavity is nearly filled, which displaces the skin material outside.
- Skin material is injected to purge the core material from the sprue.
3. Materials for overmolding
The materials used in the overmolding process must be chemically or thermally compatible. Metal substrates can be used with any plastic overmolds, but when plastics are overmolded, compatibility issues may be encountered.
If the substrate and overmold are not made of compatible materials, the resulting product may be deformed or have poor bonding properties. If the substrate and the mold are chemically incompatible, the mechanical bonding characteristics can be designed into the part.
Here are some common overmolding materials include:
- PEI (Polyetherimide)
- ABS (Acrylonitrile Butadiene Styrene)
- PEEK (Polyetheretherketone)
- PMMA (Polymethyl methacrylate)
- HDPE (High-density polyethylene
Dozens of possible material combinations are available for you to choose from, but there is no need for it alone. Your material manufacturers usually can provide you compatibility charts for overmolding materials, you would better carefully check these parameters and consult a resin expert before choosing a material.
4. Plastic Overmolding Applications
Overmolding of plastic and metal parts is mainly to improve the aesthetics of the product, or in applications where two or more different thermoplastic or rubber parts are joined together.

Here are some common applications of overmolding in various industries:
- Use multiple materials to manufacture parts.
- Manufacture parts in multiple colors, such as car taillights.
- Provides soft grip around a part.
- Manufacturing sealed products, such as fitness trackers.
- Eliminates the assembly of multiple components.
- Assembly of parts without using fasteners or adhesives.
Overmolding relies on consistent processing to achieve good results. The parts must line up perfectly in the overmold tool and the shutoff surfaces must be tight to prevent flashing of the overmold material.





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}