This paper details the fundamental components of injection molding, their purposes, and how they influence the performance of a mold and the quality of parts. It would assist you in explaining tooling better when you talk about a project with a supplier.
1. What are the key constituents of an injection mold?
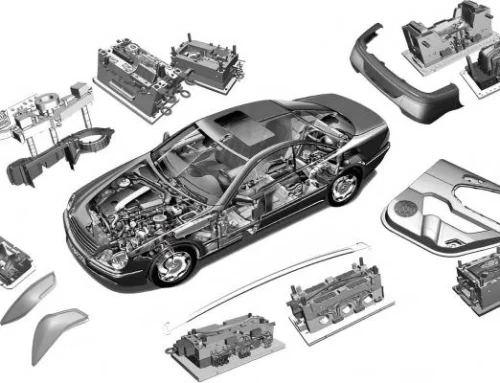
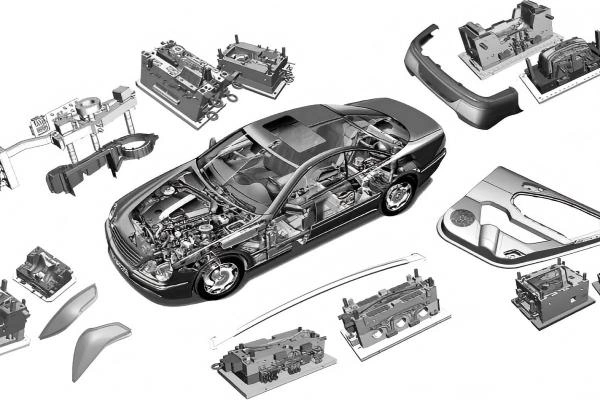
A mold to be injected is not a single piece of solid steel. It is an entire device comprising several parts, and each of them is assigned a particular task. The mold is held together by some of its components. Some form the plastic part. Other guide plastic into the mold. Others do away with heat, get trapped air out, or drive the completed part out of the mold.
We are functionally disaggregate the mold, the key component groups tend to be:
- the mold base
- the core and cavity
- the feed system
- the ejection system
- the cooling system
- the venting system
- the guiding and guidance elements
Given the knowledge of these groups, you can have a far better comprehension of the structure of most injection molds. You do not have to memorize all those little standard parts. Of more importance is having an understanding of what each of the primary systems performs and why it is important in actual production.
| Type | Examples |
|---|---|
| Core Components | Mold base, core and cavity, feed system, ejection system, cooling system, venting system, guide and alignment parts |
| Optional Components | Slides, lifters, angle pins, and other special mechanisms |
2. The Mold Base: The Structural Underground of the Mold
The tool has a structural base as the mold. It keeps the major mold parts in place and helps them in the repeated production process.
A mold is required to open and close with clamping pressure, remain aligned, and be stable with injection pressure. That is possible by the mold base. The mold can wear out more quickly, lose alignment, or be less stable with time if the structure is weak or not well supported.
A normal base of moulds comprises plates like:
- clamping plates
- cavity plate
- core plate
- support plate
- ejector plate
- ejector retainer plate
These plates do not cut the plastic part; however, they hold the working systems. This is the reason why the mold base cannot be regarded as a frame of the significant elements. It is among the significant sections.
This is important to a customer in that the stability of the mould influences the repeatability. An effective mold base is useful in maintaining a consistent running of the tool, particularly when the production run is longer.

3. Core and Cavity: the Elements that Compose the Part
The primary elements of forming in an injection mold are the core and cavity.
To put it simply, the cavity forms the exterior surfaces of the part, whereas the core forms the interior surfaces or internal features. In the case of a closed mold, the gap between them is the shape of the completed plastic part.
This is the reason why the core and cavity are placed at the center of the mold. The geometry of the part is defined directly by them.
They are not just a mere shape. The precision of the core and the cavity influences:
- part dimensions
- surface finish
- fit with mating parts
- shot-to-shot repeatability
In case these forming surfaces are not machined properly, the results can still be parts in the mold, but the output cannot be consistent enough to be used in actual production. You can experience dimensional variation, cosmetic variation, or assembly issues.
The release is also affected by the core and cavity. Part is not just another part that has to be formed in the right way. It must also emerge out of the mold without leaving any traces on cooling. This is the reason why core and cavity design have a strong association with draft, shrinkage behavior, and ejection.
Replaceable Forming Sections and Inserts
A number of molds produce one or more regions of forming, not as a single piece of steel.
An insert is a distinct element attached to an oversized mold plate or block. It can be applied to specific areas that are highly worn or need to be changed at a later stage, and also to detailed features.
There are practical benefits to this approach. It may facilitate the machining process, and it may also facilitate the maintenance or design modifications. When there is a problem in one important area that requires making a change or substitution, it may be more convenient to change or insert than to recreate a much larger plate.
This is worth knowing to you because it is not always the case that mold designing involves making everything in a single piece. Inserts are in most occasions, components of a more workable and serviceable tooling solution.
4. The Feed System: Sprue Bushing, Runner, and Gate
After the mold is closed, molten plastic also requires a way of entry into the part-forming space. The feed system makes that path.
In an average cold runner mold, the chief feed materials include:
- the sprue bushing
- the runner
- the gate
The sprue bushing takes the plastic from the machine nozzle and transfers it to the mold. The material is transported to the cavity by the runner. The last point of entry is the gate where the plastic is admitted to the part itself.
These sections are easy to label, though they contribute significantly to the working of the mold. The feed system influences the way the cavity is filled, the flow of the material, and the consistency with which the process may be done.
It also impacts practical details that customers are usually concerned about, and they include:
whether the part goes off easily, where the gate mark will be, and how repeatable the outcome of the molding process is at the cycle level.
Therefore, though the feed system is not the most observable section of the mold, it is among the fundamental functional systems. To make a mold, a cavity is not enough. It must also have a methodical manner of placing material into that cavity.
5. The Ejection System: Parts that Eject the Part
Once the part is solidified and cooled, it must be released out of the mold. The ejection system is charged with that.
The typical components of ejection are:
- ejector pins
- ejector sleeves
- stripper plates
- ejector plate
- ejector retainer plate
The ejector pin is the most commonly known component. The mold opens, and these pins force the molded part off the core.
Round features are commonly surrounded by ejector sleeves. A broad and even pushing force is required in a part; stripper plates are helpful. The movement of the ejector components is provided by the ejector plate and kept in place by the ejector retainer plate.
This system is more vital than most of the first-time buyers anticipate. A part can be well filled and well cured, but when it cannot be easily released, the mold will continue to have a hard time in production. Weak ejection may cause drag marks, deformation, poor release, or undesired marks on exposed surfaces.
This is the reason that we tend to consider ejection as an overall performing part of the mold rather than the end of the cycle.
Parts of Return and Reset:
Return pins or other components that are related to the reset are also found in many molds. These assist in restoring the ejector assembly to the initial position prior to the onset of the next cycle.
They do not make the most prominent features in a mold, but sustain consistent ejection and assist in making the system functional in continuous manufacturing.
6. The Cooling System: Components That Remove Heat From the Mold
The cooling system removes the heat from the mold in order to allow the plastic to solidify in a controlled manner.
This system typically comprises cooling channels or cooling passages within the mold plates, cavity blocks, or core blocks. The most frequently used cooling medium is water, but in some cases, other methods of controlling temperature are possible.
Cooling directly affects:
- shrinkage behavior
- warpage risk
- dimensional stability
- cycle consistency
- part release behavior
In case of unbalanced cooling, various regions of the part can contract unequally. That could form distortion, dimensional change, or unsteady ejection. That is, it is not only about speed in terms of cooling. It is also about control.
That is why cooling channels are to be regarded as core mold features as opposed to background features. Even a poor mold layout can result in part production, but it is highly difficult to maintain the quality of parts throughout production.
Straight drilled cooling channels are sufficient in some of the tools. A more sophisticated mold area can also have additional cooling solutions to enhance heat dissipation in parts of the mold that cannot be adequately served by conventional channels.
7. The Venting System: Small Features That Let Air Escape
As the molten plastic passes into the mold, the air, which is already present in the mold, must pass out. It is the task of the venting system.
Vents are commonly small elements fitted along the parting line or within end-of-fill locations where an entrapment of air is apt to occur. They might not be impressive, yet they matter to filling up the mold.
The issues that the mold may have include:
- short shots
- burn marks
- weak weld line areas
- poor surface appearance
A pathway is not the only thing that a mold requires to penetrate plastic. It should also have an exit route for air and gaseous substances. This explains why venting is a core mold feature, although this feature is typically highly inconspicuous compared to core, cavity, or the ejector system.
The critical lesson for the customers is rather easy to grasp: when the air is not able to escape correctly, the quality of the parts and the process itself may be disrupted.
8. Guide and Alignment Components: Keeping the Mold in Position
An injection mold consists of two halves that have to fit together in the right spot each time. That is possible with the help of the guide and alignment elements.
The most frequent sections in this group are:
- guide pins
- guide bushings
- locating ring
Guide pins and guide bushings are used to align the halves of the mold when it is opened and closed. The locating ring is used to make the mold fit into the machine in a correct position and also to aid in the alignment of the machine nozzle and the sprue area in the mold.
These components do not constitute the plastic part; they directly influence the performance of the mold. When there is poor alignment, then the mold has a tendency to wear out too quickly, flash, and/or lose dimensions.
This makes it a good illustration of how the quality of the mould is not only dependent on the surfaces where the shaping is done, but also the parts that maintain the entire tool running in the right direction.
9. Support and Fastening Components: The Parts That Hold the Structure Together
Not all of the mold components are necessarily noticeable since they do not make the shape of the part, or cause the plastic to move. Even so, they still matter.
This category consists of such items as:
- support pillars
- screws
- bolts
- spacer blocks
- other fastening elements
They have a role in upholding the plates, holding the components together, and also ensuring structural stability.
As an example, support pillars assist in avoiding deflection of a load on a plate. This is particularly necessary in bigger molds or tools that are under higher pressure.
There are no fasteners you have to dwell on when talking to a supplier of a mold. However, we can do well to know that a mold is dependent on its major working systems and the hardware that supports these systems in place.
10. Optional Components Found in Some Injection Molds
The components used in not all injection moulds are alike. Part designs are either plain and can be made using a simple, straight-opening mold. There are other mechanisms that other people require.
Typical optional components are:
- slides
- lifters
- angle pins
These sections are employed when the mold has to shape and discharge side characteristics or undercuts that cannot be managed by an easy opening motion.
Slides are generally moved to the sides in order to release external side features. Depressants are also frequently employed to assist in discharging inside undercuts in ejection.
These are significant parts in most of the real mold designs as compared to an ordinary tool that only has primary parts. That is why it is advisable to view them as ordinary optional components, but not universal mold components.
To know why some molds require them, it suffices to appreciate in this article what they are. The elaborate design is a different subject.
11. The way All These Injection Mold Components Integrate
The simplest method of perceiving an injection mold is to view it as a system, as opposed to a list of steel parts.
- The structure is offered by the mold base.
- The part is made of the core and cavity.
- Molten plastic is introduced into the cavity in the feed system.
- The heat is eliminated by the cooling system.
- The venting system allows the imprisoned air to be released.
- The direction and control sections ensure that the mold is in place.
- The finished part is removed by the ejection system.
All the production cycles rely on the collaboration of these systems.
When one system is weak, then the entire mold is more difficult to operate effectively. Poor venting cannot be entirely made up for in a good cavity. Unstable ejection cannot be resolved by a powerful base of molds. Uneven cooling cannot be remedied by using a clean feed path.
This is why there is no single component that could perform well, but a combination of several components can always result in mold performance.
| Component Group | Main Parts | What They Do | Why They Matter |
|---|---|---|---|
| Mold Base | Clamping plates, cavity plate, core plate, support plate, ejector plate, ejector retainer plate | Forms the structural foundation of the mold and holds the major systems together | Supports mold stability, alignment, and repeatable production |
| Core and Cavity | Core, cavity, inserts | Form the part’s internal and external geometry | Directly affect part shape, dimensions, surface finish, and fit |
| Feed System | Sprue bushing, runner, gate | Guide molten plastic from the machine into the cavity | Affect filling behavior, gate location, and molding consistency |
| Ejection System | Ejector pins, ejector sleeves, stripper plates, ejector plate, ejector retainer plate | Push the molded part out after the mold opens | Affect part release, surface condition, and production stability |
| Cooling System | Cooling channels, cooling passages | Remove heat from the mold during molding | Affect shrinkage, warpage risk, dimensional stability, and cycle consistency |
| Venting System | Vents, parting line vents | Let trapped air and gas escape during filling | Help prevent short shots, burn marks, and other filling-related defects |
| Guide and Alignment Components | Guide pins, guide bushings, and a locating ring | Keep the mold halves aligned and positioned correctly | Support accuracy, reduce wear, and improve repeatability |
| Optional Components | Slides, lifters, angle pins | Help mold and release side features or undercuts | Make more complex part designs possible |
After getting these groups in perspective, it becomes far easier to read out a mold structure and negotiate tooling with a supplier.

12. Common Questions About Injection Mold Components
These are some of the frequent questions that customers pose regarding injection mold components.
Q1: What are the predominant elements of an injection mold?
A: The primary parts typically consist of the mold base, core and cavity, the feed system, the ejection system, the cooling system, the venting system, and the guide and alignment parts. Other optional components added to some molds include the slides or lifters.
Q2: What is the distinction between the cavity and the core?
A: The cavity typically comprises the external faces of the piece, and the core comprises the internal faces or internal features. The ultimate form of the molded part is formed by the combination of these two.
Q3: Is the system of runners part of the mold?
A: Yes. A typical cold runner mold has a runner system that is a component of the mold, and that is used with the sprue bushing and gate, to direct the molten plastic to flow into the cavity.
Q4: What are the purposes of cooling channels in a mold?
A: The cooling channels take away the heat in the mold and assist the part to harden in a regulated manner. They influence the shrinkage behavior, risk of warpage, dimensional stability, and consistency of the cycle.
Q5: What do ejector pins do?
A: When the mold is opened, ejector pins push the part off the core. They form one of the most prevalent constituents of the ejection system.
Q6: What is the significance of venting in an injection mold?
A: During filling, venting permits the escape of trapped air and gases. The mold can either contain filling issues, surface flaws, or unpredictable molding outcomes without proper venting.
Q7: Are there slides and lifters for all injection molds?
A: No. Not all molds have slides and lifters. Their application is in cases where the part has side features or undercuts that require more release movement.
13. Conclusion
We introduce every core part of the injection mold in this guide. This is because with knowledge of the essential components of an injection mold, you are better placed to estimate tooling and how the structure of a mold influences the quality of parts and production stability.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Leave A Comment