Cycle time is one of the figures that you will influence when you look at an injection molding project that meets the expectations of many people. It has an effect on the number of parts that can be produced within a certain time frame, the efficiency with which a mold can be utilized, and the plausibility of the production plan that a supplier has. This paper describes the definition of injection molding cycle time, what is contained in a single cycle, what typically contributes to it being longer or shorter, and why it is important to the cost, output, delivery, and stability of the process.
1. What Is Injection Molding Cycle Time?
The injection molding cycle time is the total time required to accomplish a complete molding cycle and start the next one. It simply states how fast the molding process will repeat after the production has started, in simple words. It is the reason why it is such a significant number in quoting, planning, and capacity talks.
In the eyes of its customers and purchasing teams, it does not matter that cycle time is computed individually. The thing is to get to know what this figure signifies. The shorter the cycle, in general, implies a greater the number of parts per hour. An extended cycle normally implies lower output from the identical mold and machine. Indeed, this explains why cycle time tends to influence part cost and part delivery expectations.
2. What Is Included in One Molding Cycle?
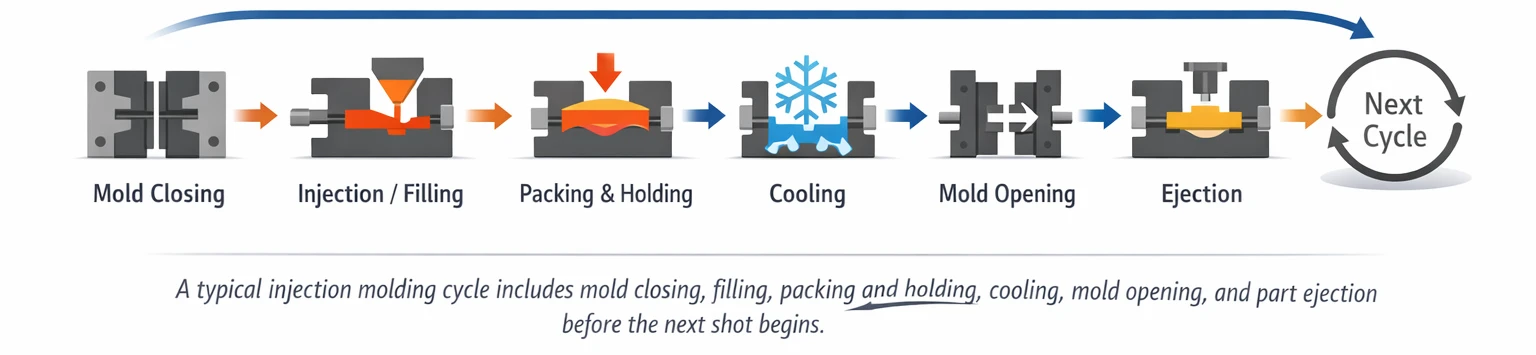
An injection molding cycle is considered normal when it involves filling the mold, packing and holding pressure, cooling, opening the mold, ejecting the part, and resetting the mold to take the next shot. These steps can be grouped a bit differently in reports by various factories, but the actual process is the same: plastic gets into the mold, the portion is solidified enough to be extracted, and the machine repeats the initial stage of the process.
This is a significant fact that is not to be overlooked by non-engineering readers: cycle time is not only injection time. There is only one step in the entire cycle, the injection stage. When one is discussing a very fast fill time, without defining cooling, the movement of the mold, or even ejection, they are not telling you the entire story behind production.
| Cycle Stage | What Happens | Why It Matters |
|---|---|---|
| Mold Closing | The mold closes and locks before plastic enters the cavity. | This is the starting point of the cycle and part of the machine movement time. |
| Injection / Filling | Molten plastic is injected into the mold cavity. | This forms the part shape, but it is only one part of the total cycle. |
| Packing & Holding | Additional pressure is applied after filling to compensate for shrinkage. | This helps improve part consistency and reduce defects such as sink marks or incomplete packing. |
| Cooling | The plastic cools and solidifies inside the mold. | This is often the longest stage and usually has the biggest effect on total cycle time. |
| Mold Opening | The mold opens after the part has cooled enough for removal. | The cycle cannot continue until the mold opens safely and completely. |
| Ejection | The finished part is pushed or removed from the mold. | Slow or difficult ejection can extend the cycle and reduce production efficiency. |
| Reset / Next Shot | The machine returns to its starting position for the next cycle. | This completes one cycle and begins the next repeated production loop. |
Why Cooling Usually Takes the Largest Share?
Cooling has been the most time-consuming stage in most projects. The reason is simple. The ejection of the part cannot occur immediately after the cavity is filled. It must get cool in order to maintain shape and resist the ejection forces. According to technical literature of BASF, RJG, and other manuals on molding, cooling is the leading portion of the total cycle time in most applications.
It is important since cooling is a place where the largest time savings or losses can occur. When the cooling is more than the required time, it takes longer to run the process than required. Excessive cutting of the cooling can cause the part to warp, deform, or become more difficult to eject on a regular basis. One of the most significant things for us to explain to customers is that the best cycle is not the shortest number on paper. It is the quickest cycle with which stable and acceptable parts are obtained.
3. What Factors Affect Injection Molding Cycle Time?
Cycle time is not a fixed number. Even for similar parts, it can vary significantly depending on design, material, and process conditions. To understand why one project runs faster than another, you need to look at the factors that directly influence how long each stage of the cycle takes.
1) Part Wall Thickness
One of the largest causes of cycle time is the wall thickness. Heavy sections contain more heat and require more time to cool in order to safely remove the part. According to the technical description of BASF, the cooling time is directly proportional to the thickness of the wall, and the engineering sources generally indicate the cooling time to be a highly dependent factor on the part, based on the thickest part.
To you, the practical suggestion is simple, heavy walled parts, bosses, and mass concentrations high in locality generally require a longer cycle than cleaner and thinner forms. Although an overall part may appear simple, a single thick area has the capability of managing the cooling needs of the entire part.
2) Part Geometry
Shape matters too. Any of them can increase the dissimilarity of cooling due to deep ribs, enclosed features, big flat surfaces, and uneven sections. That has the option to lengthen the cycle even when the part does not appear to be particularly large. Geometry also influences the ease with which the part is ejected from the mold; this can affect the process stability and force required to eject out of the mold.
3) Material Choice
The various plastics do not cool and solidify in the same manner. The thermal diffusivity, melt behavior, and cooling requirements are some of the material properties that determine how long a part should be in the mold. This implies that what is a cycle time that is realistic in relation to one resin might not be realistic with respect to another resin in the same part design.
4) Mold Design and Cooling Efficiency
The mold largely influences the cycle time, particularly the cooling plan. There are cooling channels, which are used to efficiently remove heat from the part and the mold. Designing better cooling can reduce the cooling period and enhance the uniform distribution of temperature, facilitating output and repeatability. Worried, cooling, on the contrary, may extend the cycle and increase the difficulty in controlling the part quality.
5) Machine and Process Settings
The part is not what determines cycle time. The real production cycle takes into account machine movement, packing time, cooling time, opening and closing of the mold, and reset behavior. This is the reason two suppliers that are looking at the same part will not give a cycle estimate that is exactly the same. The part is important; however, so is the mold, machine, and process window, which they are going to run.
6) Quality Requirements
Certain sections are capable of an aggressive cycle. Others cannot. Unless the supplier has tight dimensional needs, cosmetic requirements of the surface, or an increased risk of warping the part, then the supplier might require a more conservative cycle to ensure consistency. That might make the cycle longer, though it might be the correct production decision. A shorter cycle would only be useful when the molded parts remain effective in terms of meeting the requirements of the project.

4. Why Cycle Time Matters?
We list the following we list some reasons.
(1) The unit cost of a molded part is a direct product of cycle time. The majority of the molding costs, such as machine depreciation, labor, and energy, are time-based. Having a shorter cycle, the hourly cost is allocated over a large number of parts, lowering the cost per unit. In the case of a longer cycle, the same costs are distributed among fewer parts. This translates to you that cycle time is not merely an information detail of the process but a major factor in pricing competence and margin control.
(2) Also, cycle time is what makes your capacity an achievable target or not. A few seconds per cycle difference can result in a very large difference in capacity in the long run. On a large scale, this influences the number of parts that can be truly manufactured in one day or week, which in turn directly influences your safety stock, replenishment planning, and capacity to satisfy demand. When the cycle used is excessively optimistic, this difference between the intended and actual output may rapidly become a supply issue.
(3) Quoting integrity is another important factor. A shorter cycle time will make a quote appear more appealing during RFQ evaluation, but not all cycle times are always realized within actual production. When a supplier sets their prices using an aggressive cycle or a volatile cycle, the initial pricing advantage can be at the cost of delivery delays, lack of consistency in output, or quality problems. Practically, this is where cycle time is used as a proxy for the knowledge and control of the process by a supplier.
(4) Cycle time is directly coupled with the stability of production as well. The rapid but unsteady cycle may cause changes in output daily, and it is more difficult to synchronize it with the logistics schedule and the needs of the downstream assembly. Even a slightly longer stable cycle can bring in greater predictability and can help to avoid line stoppages or an immediate change in the supply chain.
(5) Finally, at the crossroad of cost, capacity, and delivery reliability is the cycle time. It is among the most viable measures of financial well-being and the stability of the operations of the project. In the case of procurement and project teams, the aim is not to identify the shortest cycle on paper, but rather the most plausible and replicable cycle in actual production.
5. Estimated Cycle Time vs. Actual Production Cycle Time
The other thing that should be known is that the quoted cycle time and actual production cycle time are not necessarily the same. The quoted number can be based on past experience, simulation, or an initial process estimate. Real mass production brings in additional reality: the variability of the material, thermal stability, machine behavior, handling, and long-term stability of quality.
This does not imply that quoted cycle times are useless. It implies that they are to be interpreted as number planning, but not as truth. An excellent supplier must be capable of specifying whether the figure is an estimate, a trial result, or a constant production figure. The situation is more serious than the figure.
6. Cycle Time vs. Lead Time
Customers tend to interchange the terms cycle time with those of lead time, yet they differ. The cycle time is the time that a single production cycle has already elapsed, taking into account manufacturing as running. Lead time is broader. It involves the overall time from carrying the order to delivery, including planning, waiting, production, and shipping.
So what is the point of this distinction? Since it will take a supplier a short period of time to mold, yet have a long lead time in the event of slowness of tooling, scheduling, queue time, inspection, or logistics. That is, cycle time is not the only significant element of delivery performance.
7. When Cycle Time Becomes Especially Important
The cycle time is most important when the volumes are large, the margins are low, or the demands on delivery time are high. Under such cases, small differences in time are repeated many times, such that it is commercially important. Even a few seconds do not seem to be much in a cycle, but when added to thousands or millions of parts, it can make a very concrete difference in the picture of production.
It is also particularly crucial when repeatability is of great importance as compared to speed. In certain technical aspects, the minimum possible cycle is not the actual cycle, but one that can be maintained consistently with safety to dimensions, appearance, and general part quality. It is usually what distinguishes a realistic production plan from an optimistic plan.

8. FAQs About Injection Molding Cycle Time
The following are some common questions about injection molding cycle time.
Q1: Why the Shortest Cycle Is Not Always the Best?
This is where all the readers who are new to injection molding can become deceived. One may easily believe that the best cycle is the one that is the fastest. But in a real production, it is not necessarily the case. A highly aggressive cycle may cause quality issues, decrease consistency, and create the probability of process adjustments or part handling errors.
Cycle time is normally considered with process stability. A cycle, which once works in a trial, does not necessarily produce a good production cycle. Of more importance is the ability to repeat the cycle on a day-by-day basis and at the same time satisfy the dimensional, cosmetic, and handling requirements of the part. To the majority of customers, it is the most convenient way to estimate the number.
Q2: How Manufacturers Improve Cycle Time?
Good manufacturers do not enhance the cycle time by merely forcing the machine to work faster. The wiser way out is to determine which step is consuming the most time and then enhance that step without introducing any new quality issues. That is commonly used in many projects, which is to concentrate on cooling initially, as the cooling may take up the majority of the overall cycle.
Practically, the improvement of the cycle-time could be through improved cooling design, more uniform wall thickness, improved process settings, or an even more appropriate material selection. The key idea is balance. An efficient enhancement entails improvement that drives the output, as well as preserving the quality of parts and stability in production. That is what distinctly makes the difference between real optimization and mere pursuit of a lesser number.
Q3: How many stages do you have in a single molding process?
A: One of the typical cycles is the filling, packing and holding, cooling, mold opening, ejection, and resetting to perform the next shot.
Q4: Why does the cooling process normally take the most time?
A: Since the part has to cool down to maintain its shape and to be able to eject without deformation.
Q5: What has the greatest influence on cycle time?
A: Some of the common drivers are: wall thickness, part geometry, material behavior, cooling efficiency of the mold, process settings, and quality requirements.
Q6: What is the significance of cycle time to the customers?
A: This is due to the fact that it influences the level of production output, cost efficiency, and the viability of the production plan of a supplier.
Q7: Is a shorter cycle necessarily an improved process?
A: No. A reduced cycle is only beneficial if the components are of the required quality requirements and the process is still stable during real production.
9. Conclusion
One of the best methods of comprehending the performance of a molding process in actual production is the injection molding cycle time. It informs you of the repetition speed of the process, its typical limiting factors, and the reason that cost, quality, and delivery are related. The most effective manner to consider it is not how short this number can be. But is this the rate of reaction that is efficient and at the same time stable enough to be relied on? To the customers, this is typically the question that counts.





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Leave A Comment