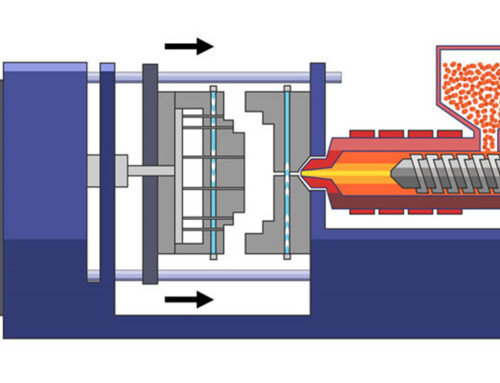
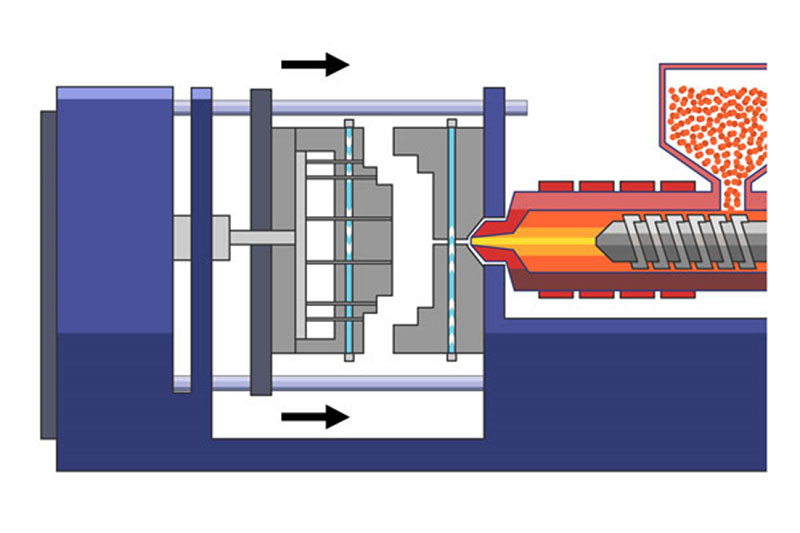
From the full-scale production of consumer products to the small-batch production of large parts such as car body panels, injection molding is a widely used manufacturing process. This process involves a tool or mold, usually made of hardened steel or aluminium. The mold is precisely processed to form the characteristics of the required part. The thermoplastic material is fed into the heated cylinder, and after mixing, it is forced into the metal mold cavity, where it cools and hardens.
With precise molds as well as high-quality results, plastic injection molding creates components accurately and cost-effectively at large volumes. Holly Plastics has over 20 years of experience in all stages of the mold, including part design, tool design, material science, post-processing and project management. Capabilities include injection molding, pad printing, silk screen printing, painting, EMI/RFI shielding and optical assembly.
In order to simplify the operation, we provide fast-track tools, which can deliver 25 to 1000 parts within 10 days. No matter what the project is, industrial designers, engineers, and product designers may face some challenges when designing injection molding. When designing for injection molding, there are three mistakes that a successful injection molded part designer should avoid.
Uneven walls
Usually, the minimal wall thickness of a shot formed part arrays from 2mm to 4mm (.080 inch to.160 inch). Parts with uniform wall thickness allow the cavity to be filled more accurately because the molten plastic does not have to be filled differently.
Parts with consistent walls density allow the mold cavity to fill more exactly considering that the molten plastic does not have to be forced through varying limitations as it fills up.
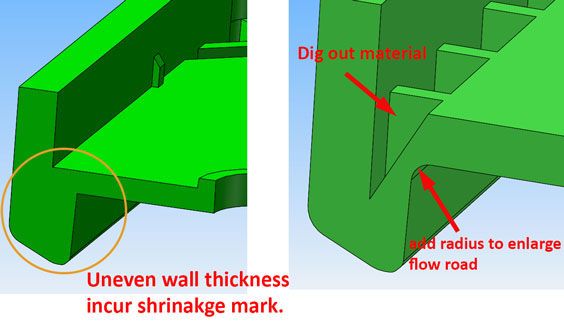
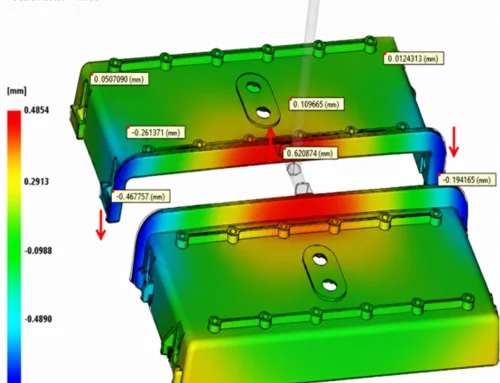
If the wall is not uniform, the thinner part cools first. When the thicker part cools and shrinks, stress will be generated between the thin-walled and thick-walled boundaries. The thin section will not yield to stress because the thin section has hardened. When the thick part yields, warping and twisting of the part occurs, which may cause cracks.
If style limitations make it difficult to have consistent wall thicknesses, the modification in thickness must be as gradual as possible. Coring is a practical approach where plastic is gotten rid of from the thick location, which aids to keep wall surface areas uniform. Gussets support frameworks can also be developed right into the component to lower the possibility of bending.
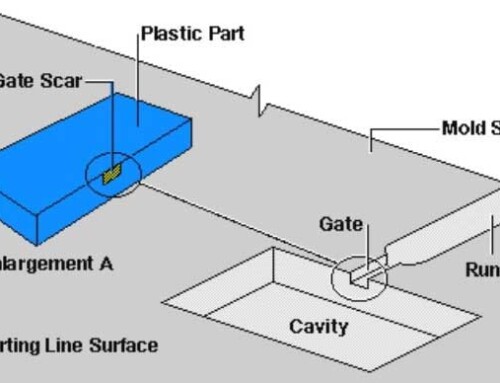
Do not use the draft
The wind through the mold facilitates the removal of the parts from the mold. The draft must be at an offset angle parallel to the opening and closing of the mold. The suitable draft angle for an offered part relies on the depth of the part in the mold and also its required end-use function.
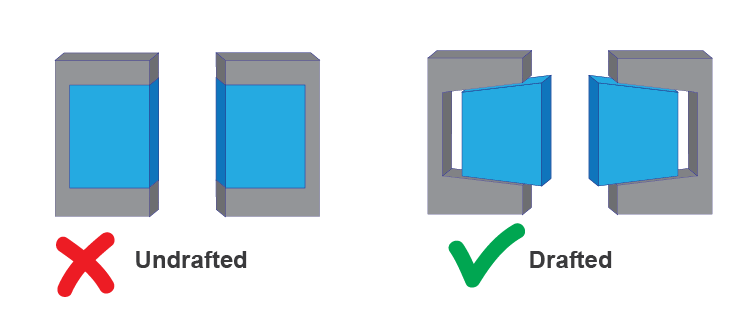
Allowing as much draft as possible will allow the part to be easily released from the mold. Normally, for a draft of one to two degrees, an increase of 1.5 degrees per 0.25 mm depth of texture is sufficient. The mold part line will need to be positioned in a way to split the draft to minimize it.
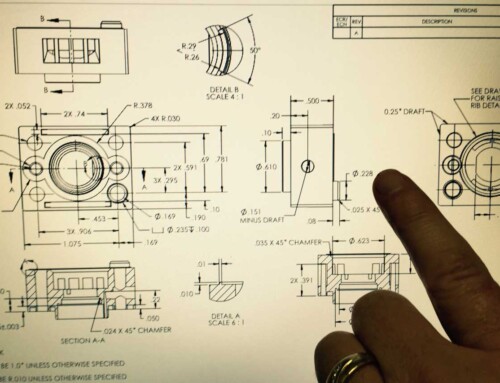
Sharp corner
The sharp corners greatly increase the stress concentration, and when the stress concentration is high enough, it will cause the parts to fail. Sharp corners usually appear in unobvious places, such as convex corners attached to the surface, or stiffening ribs.
It is necessary to closely observe the radius of the sharp corners because the stress concentration varies with the radius of a given thickness. The stress concentration factor R/T value is high, less than 0.5, but when the R/T value exceeds 0.5, the stress concentration factor decreases. It is recommended that the inner radius be at least 1 times the thickness.
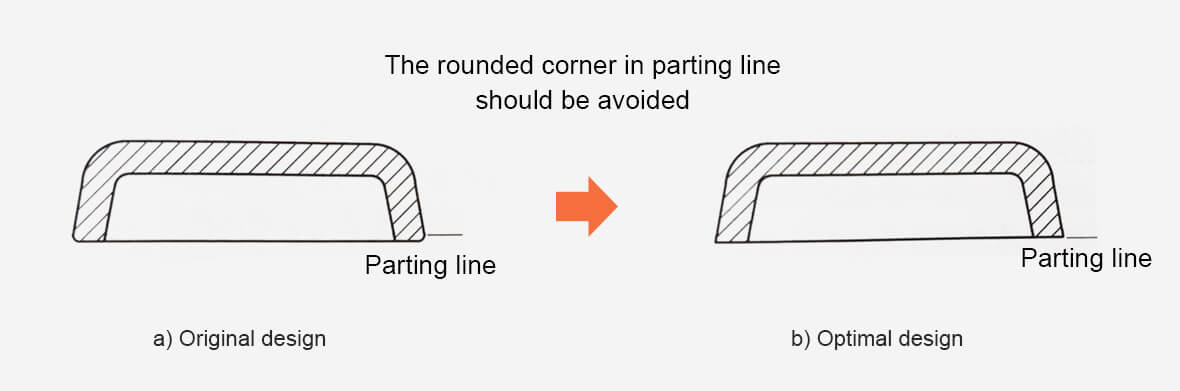
In addition to reducing stress, the fillet radius provides a streamlined flow path for molten plastic, making it easier to fill the mold. At the corners, it is recommended that the inner diameter is 0.5 times the material thickness and the outer diameter is 1.5 times the material thickness. If the part design for your injection molding allows it, a larger radius should be used.
By cooperating with customers in different industries, Holly Plastic has developed a comprehensive approach to provide solutions for rapid processing to meet your multiple needs. If there is any need for designing injection molding, we are happy to give you our suggestion.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}